Wo bekommt man den Z-Offset her und wie stellt ich den Offset ein ?
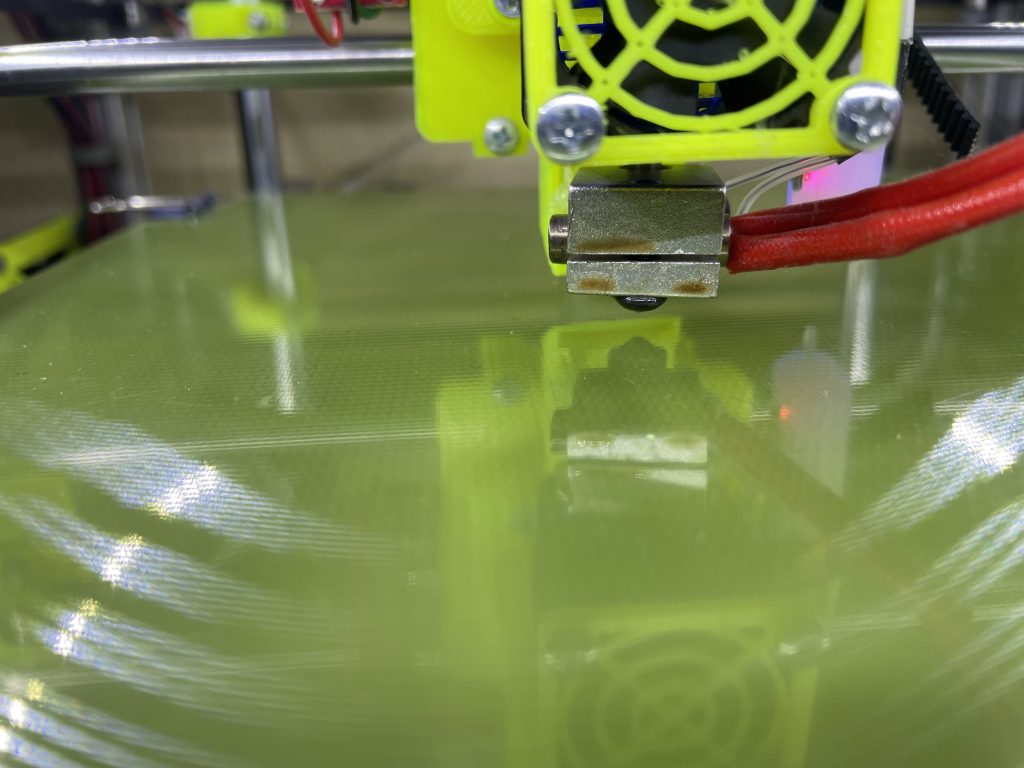
Der Abstand zwischen der Düse und dem Bett bei genullter Z-Achse ist der Z-Offset.
Vorbereitung
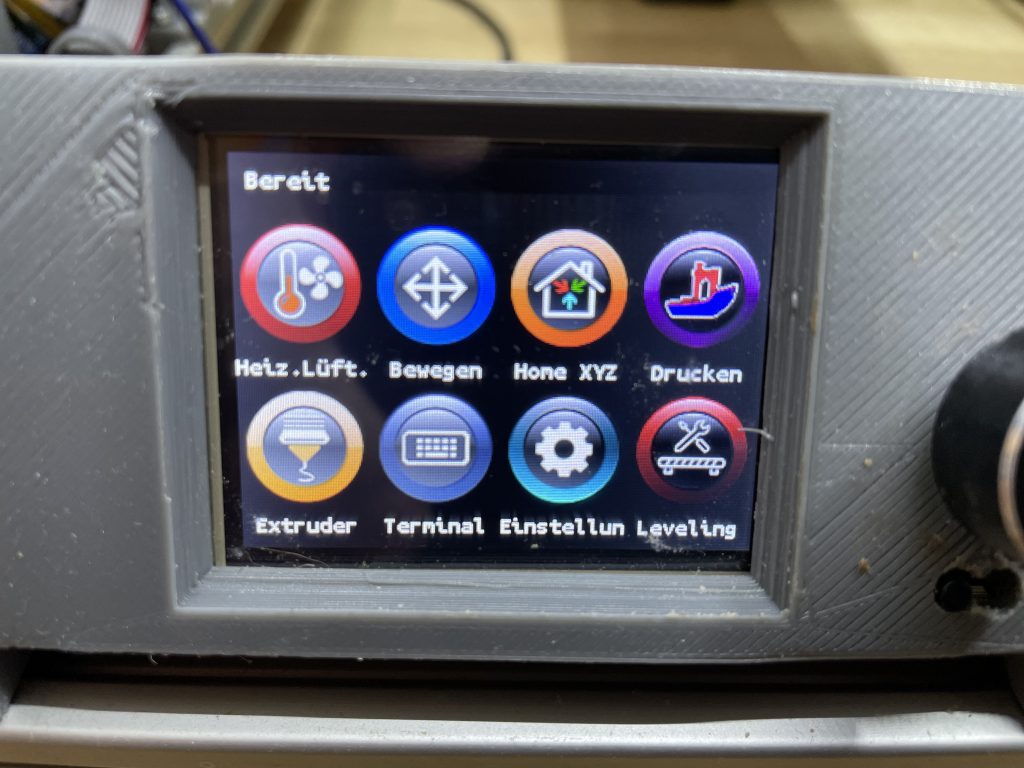
Drucker in Homeposition fahren. Mit dem Button „Home XYZ“ können alle drei Achsen gleichzeitig genullt werden. Um den Z-Offset herauszufinden reicht jedoch die Z-Achse.
Der Drucker wird nach dem „homeing“ selbstständig in eine definierte Position (in Marlin definiert) gefahren. Auch hier ist nur die Z-Achse von Bedeutung.
Achse zum Z-Offset fahren
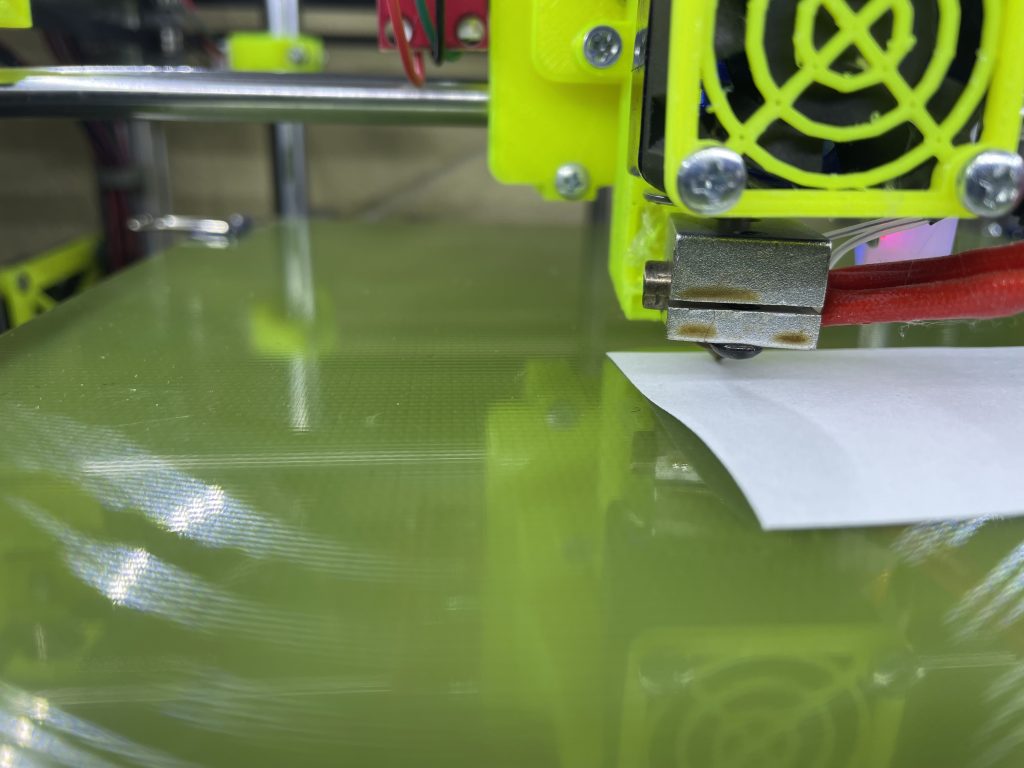
Die Z-Achse so lange in Richtung Düse fahren bis gerade noch ein Stück Papier dazwischen passt / ganz leicht reibt. Gefahren wird über das Display im Menu „bewegen“.
Wurde die optimale Position gefunden, wird im Display oben rechts der Offset angezeigt. Im Bild Z:-1.48.
Achtung: Z+ vergrößert den Abstand zwischen der Düse und dem Bett !!!
build-essential – Compiler und Compile Werkzeuge git – Source Code repository autoconf – für den Build aus GIT nötig automake – für frn Build aus GIT nötig libtool pkg-config – shared library Zugriff für CGMine pkg-config – Für Build und Kompilierung benötigt libcurl4-openssl-dev – http connectivity für CGMiner libudev-dev – USB support für CGMiner libusb-1.0-0-dev – USB support für CGMiner libncurses5-dev – Textbasiertes User Interface für CGMiner
CGMiner aus GIT klonen Verzeichnis erstellen wo der CGMiner rein soll git clone klont von github den aktuellen cgminer.
mkdir -p mining/2pac
cd mining/2pac
sudo git clone https://github.com/vthoang/cgminer.git
CGMiner kompilieren Der Parameter –enable-gekko aktiviert die GekkoScience Treiber für Compac und 2Pac Miner.
cd cgminer
sudo CFLAGS="-O2" ./autogen.sh --enable-gekko
sudo make -j 2
Binary testen Das erzeugte Binary testen. Mit der Option -n werden alle angeschlossenen USB-Miner angezeigt.
./cgminer -n
Weitere Komandozeilenparameter sind z.B. -D = Debug-Ausgabe aktivieren -E = -m = -n = Alle USB-Geräte anzeigen -P = -Q = -q = Protokollausgabe deaktivieren, Status und Fehler anzeigen -U = URL -V = Version anzeigen -s = -T = -O = Benutzername:Passwort -c = Konfigurationsdatei die geladen werden soll -h = Hilfe
Inbetriebnahme Betrieb bis 150MHZ mit Lüfter / Kühlung machbar. Ohne nur bis 100MHZ.
#!/bin/sh -e
#
# rc.local
#
# This script is executed at the end of each multiuser runlevel.
# Make sure that the script will "exit 0" on success or any other
# value on error.
#
# In order to enable or disable this script just change the execution
# bits.
#
# By default this script does nothing.
# Print the IP address
_IP=$(hostname -I) || true
if [ "$_IP" ]; then
printf "My IP address is %s\n" "$_IP"
fi
# CGMiner starten
/etc/init.d/CGMiner start
exit 0
ignor $STY variable, do create a new screen session
– r [session]
resume
Reatach to a detached screen process
-S sitzung
Startet eine neue Sitzung mit dem Namen „sitzung“
-t title
Set title (window’s name)
-v
version
Zeigt die Programmversion an
-wipe [match]
-x
„attach“ mit einem nicht „detacht“ Screen (multi display mode)
–help
Zeigt einen Hilfebildschirm an
Komandozeilenparameter
0 – 9
Springt zum Terminal mit der entsprechenden Nummer; die Nummerierung beginnt bei 0
^B b
break
C
clear
Erstellt ein neues, leeres Fenster (terminal)
:
colon
copy
^D d
detach
Trennen der Verbindung zur aktuellen Sitzung, Sitzung läuft im Hintergrund weiter
^V
disgraph
*
display
:
dumptermcap
F
fit
^F f
flow
^I
focus
h
hardcopy
?
help
Übersicht über Tastaturkürzel / Online-Hilfe
{ }
history
i
info
K k
kill
Beendet den Screen
^M m
lastmsg
,
license
H
log
Schreibt die Ausgaben des Terminals in ein Logfile mit Namen screenlog.<nummer>; als Nummer wird die Nummer des virtuellen Terminals angehängt. Die Wiederholung des Kommandos beendet das Mitschneiden.
L
login
a
meta
M
monitor
n
next
wechselt in das nächste virtuelle Terminal
N
number
Q
only
^A
other
B
pow-break
D
pow-detach
P
previous
wechselt ins vorige virtuelle Terminal
\
quit
Beendet das Programm
<
readbuf
^L l
redisplay
X
remove
=
removebuf
Z
reset
^C c
screen
Erstellt ein neues, leeres Fenster (terminal)
‚
select
_
silence
S
split
^Z z
suspend
^T t
time
Zeigt die aktuelle Systemzeit an
A
title
Terminalbezeichnung umbenennen
^G
vbel
v
version
Zeigt die Programmversion an
W
width
^R r
wrap
>
writebuf
^S s
xoff
^Q q
xon
Wechseln zwischen den einzelnen Fenstere einer Sitzung
„
windwoslist
Blendet eine Liste der Terminals ein; mit den Pfeiltasten navigieren Sie in der Liste, mit [Eingabe] wechseln Sie zum Fenster unter der Markierung.
W
Blendet für ein paar Sekunden eine Statuszeile am unteren Fensterrand ein, welche die Anzahl der geöffneten Fenster (und deren Namen) anzeigt.
Beschreibt die Installation von CGminer 4.12.1 GekkoScience auf einem Raspberry Pi 2. Beim CGminer 4.12.1 von „wareck“ handelt es sich um eine speziell für die USB Miner Compac, 2pac, Newpac und CompacF angepasste Version.
build-essential – Compiler und Compile Werkzeuge git – Source Code repository autoconf – für den Build aus GIT nötig automake – für frn Build aus GIT nötig libtool pkg-config – shared library Zugriff für CGMine pkg-config – Für Build und Kompilierung benötigt libcurl4-openssl-dev – http connectivity für CGMiner libudev-dev – USB support für CGMiner libjansson-dev – C-Bibliothek für JSON-Daten libncurses5-dev – Textbasiertes User Interface für CGMiner libusb-1.0-0-dev – USB support für CGMiner zlib1g-dev – Kompressionsbibliothek
CGMiner aus GIT klonen git clone klont von github den aktuellen CGminer-gekko.
Hier werde ich beschreiben wie ich mit dem Hypercube drucke.
Druckdatei vorbereiten
Dateien zum Drucken werden entweder mit OpenSCAD erstellt oder von z.B. www.thingiverse.com oder einer anderen Quelle geladen. Die Datei sollte im Format .stl sein.
Die Datei wird dann im Programm Repetier-Host geladen und weiter bearbeitet. Repetier-Host -> Datei -> öffnen -> .stl-Datei auswählen
10mm Testwürfel
Die geladene Datei wird mit der CuraEngine geslicet, also in ein für den Drucker nutzbare Format übersetzt. Was an der CuraEngine alles eingestellt werden kann und wie diese funktioniert habe ich im Beitrag „3D-Drucker – CuraEngine“ beschrieben. Die mit dem Slicer erzeugte Datei wird nun auf einen USB-Stick gespeichert.
Drucker starten / einschalten
Der Drucker wird am verbauten (umgebauten) PC-Netzteil eingeschaltet. Als sobald das Startmenu erscheint, ist der Drucker startklar.
AutoBedLeveling – ABL
Das Menu zum Bedleveling ist vom Hauptmenu aus über den Button „Leveling“ oder „ABL“ erreichbar.
ABL – Menu
[Start] Startet das Leveling
[Z Offset] Offset von Düsenspitze zum BL-Touch in der Z-Achse einstellen
[BLTouch] BL-Tocuh bedienen
[Z Fade]
Der Offset zwischen Düse (Nozzle) und dem BL-Touch (Sensor) ist in der Marlin Firmware 2.0.x in der Configuration.h fest hinterlegt. Zum jetzigen Zeitpunkt war der Offset 1.95mm. Der Offset kann sich durch abreiten am Drucker verändern und sollte ab und zu überprüft und entsprechend angepasst werden.
* Nozzle-to-Probe offsets { X, Y, Z }
...
#define NOZZLE_TO_PROBE_OFFSET { 28, 12, -1.95 }
Auf dem Campingplatz in Port Grimaud habe ich folgenden Stuhl gesehen. Zu dem Stuhl sind im Internet verschiedenen Bauanleitungen unter dem Begriff „Schwedenstuhl“ zu finden.
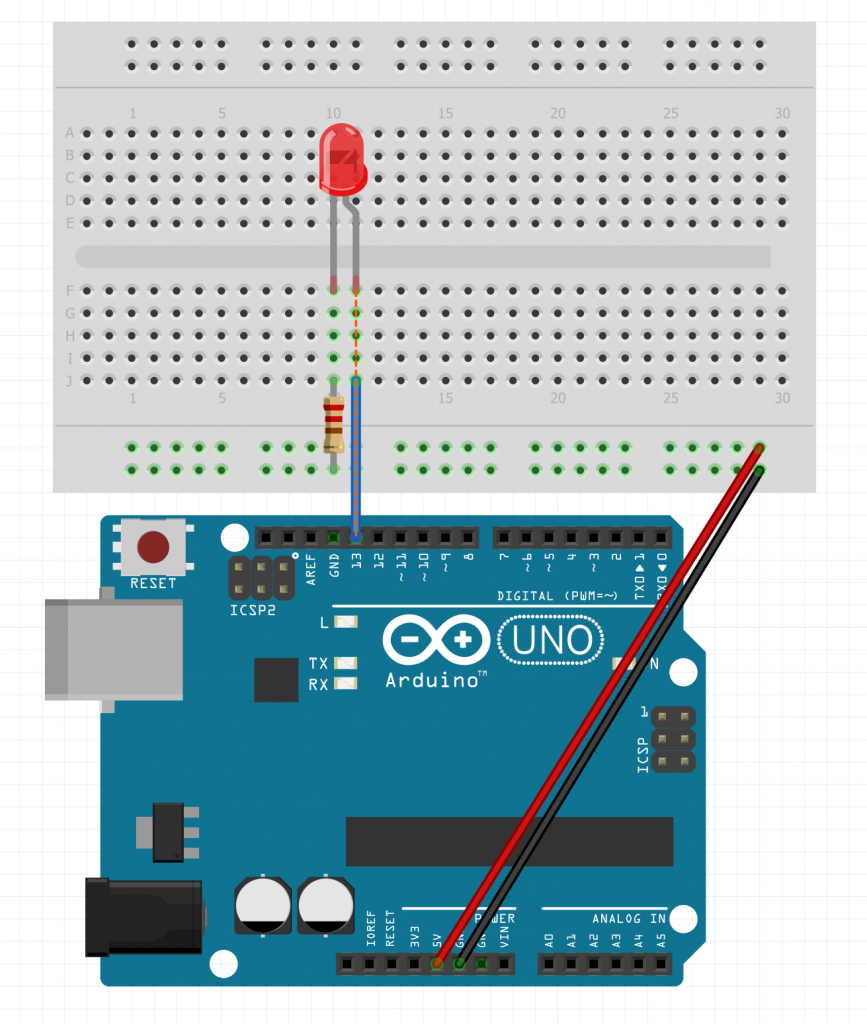
// blinkende LED
// Eine Leuchtdiode wird eine Sekunde an, und dann wieder eine Sekunde ausgeschaltet. Dieser Vorgang wird endlos wiederholt.
void setup() {
pinMode(13, OUTPUT); // Port 13 wird als Ausgang festgelegt
}
void loop() {
digitalWrite(13, HIGH); // Port 13 wird high geschaltet
delay(1000); // eine Sekunde warten
digitalWrite(13, LOW); // Port 13 wird low geschaltet
delay(1000); // eine Sekunde warten
}
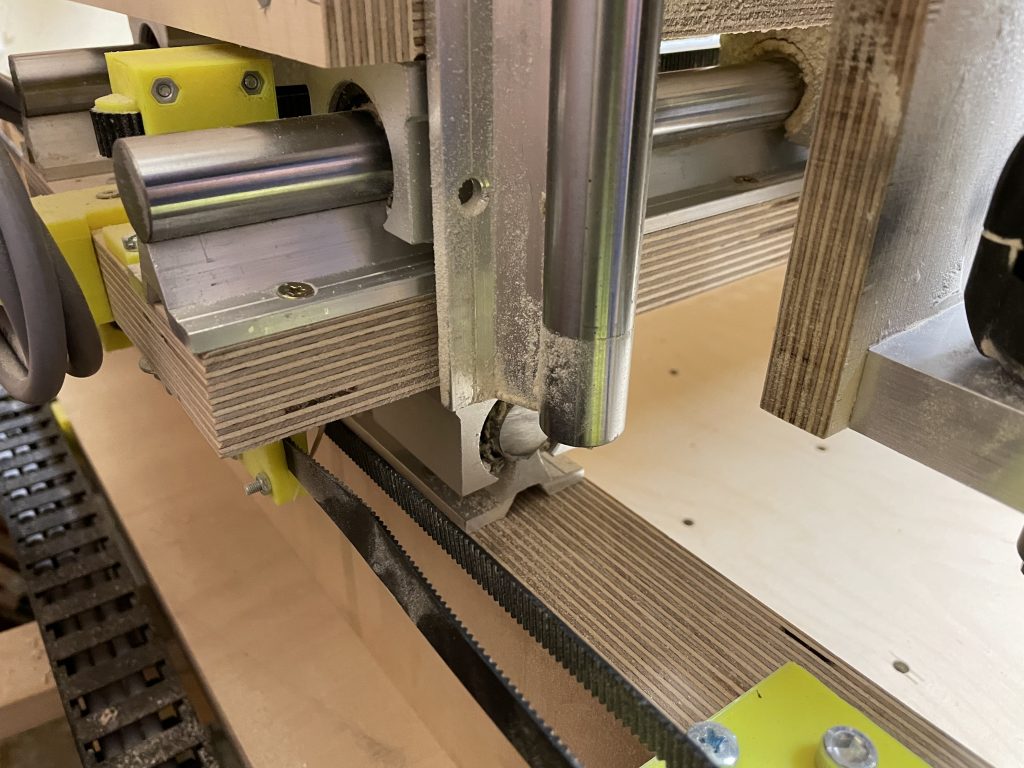
Um eine definierte Maschinenposition zu zu bekommen werde ich die CNC-Fräse mit Endschalter ausrüsten. Die Halterungen werden auf dem 3D-Drucker gedruckt.
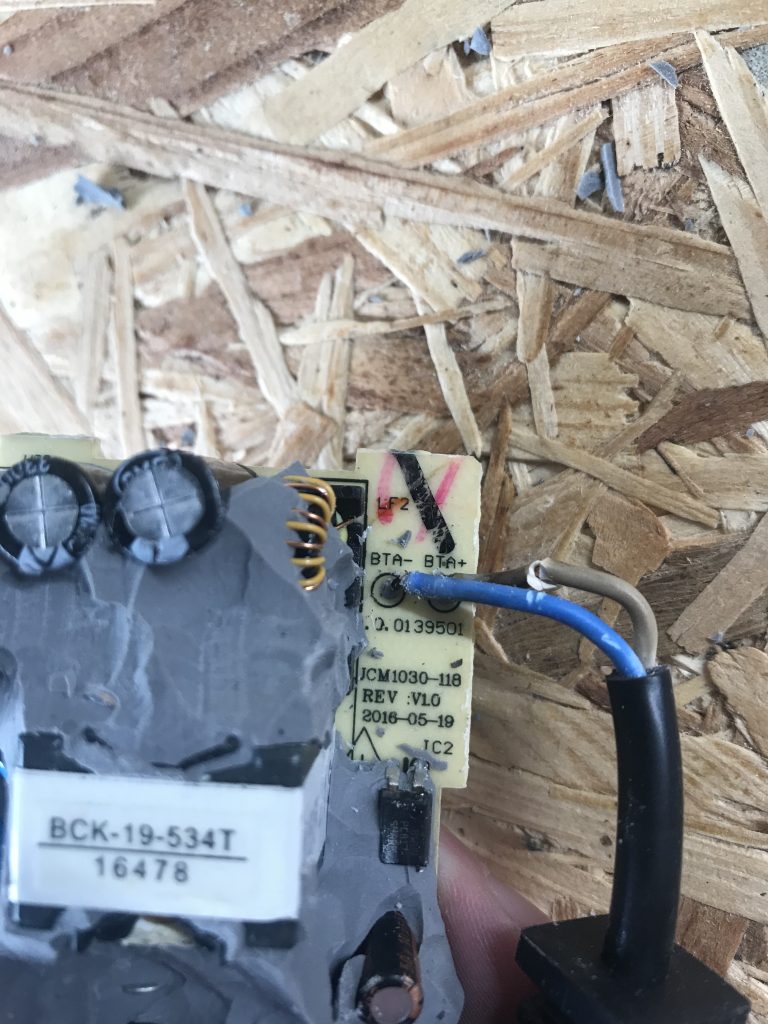
Heute wollte ich unser „Schaf“ in Betrieb nehmen. Ging aber nicht. Fehlermeldung in der APP: „Kabel fehlt“. Hab dann die Ladestationen überprüft und festgestellt, dass die LED nicht leuchtet. Spannungsversorgung überprüft. Die bringt nichts mehr.
Ich habe dann das Netzgerät geöffnet. Da die Platine eingegossen war habe ich das Zeug teilweise entfernt. Auf der Platine habe ich dann schwarze, verbrannte Stellen gefunden. Das Teil ist hinüber.
Abgehende Leitung zur Ladestation
Für den WORX-Landroid SB450 WR102SI.1 habe ich aus Italien (!) ein Netzteil bestellt. XR50032549 – Netzteil für Landroid S Base für 62,41€ incl Versandkosten. Bin gespannt ob das Teil funktioniert …